



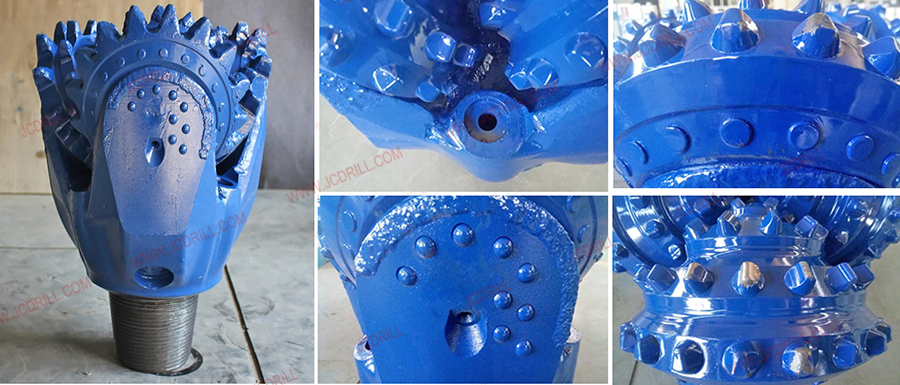
FRESATURE D'ACCIAIO DENTI
IADC SERIE 1 PUNTE PER FORATURA
Questi bits sò usati per drillà a forza di compressione bassa, formazioni suave.Lunghezze di denti di proiezione longu sò aduprate nantu à i coni offset elevati per furnisce i più tassi di penetrazione pussibule.U hardfacing resistente à l'usura hè adupratu per cuntrullà l'usura di i denti.Nant'à i tippi di bit più morbidi, stu hardfacing copre completamente i denti di u bit.
IADC SERIE 2 PUNTE PER FORATURA
Questi bit sò usati per drillà formazioni dura è abrasive.I denti assai brevi, stretti spaziati cù quantità minima di hardfacing sò usati per a resistenza à a rottura.Quessi bits duveranu resiste à carichi elevati è perforanu furmazioni abrasive cù una azione di triturazione, taglio.

Tabella di classificazione di durezza di furmazione è selezzione di bit
| Bit di conu à rulli | Codice IADC di bit di diamante | Descrizzione di a furmazione | Tipu di roccia | Forza cumpressione (Mpa) | ROP (m/h) |
| codice IADC | |||||
| 111/124 | M/S112~M/S223 | Moltu morbidu: formazione morbida appiccicosa cù bassa forza di compressione. | Argilla Siltstone arenaria | <25 | > 20 |
| 116/137 | M/S222~M/S323 | Soft: furmazione morbida cù bassa forza di compressione è alta capacità di perforazione. | Roccia di argilla Marla Lignite arenaria | 25 ~ 50 | 10 ~ 20 |
| 417/527 | M/S323~M/S433 | Medium soft: furmazioni morbida à media cù forza di compressione bassa è bistecca. | Roccia di argilla Marla Lignite Sandstone Siltstone Anidrite Tuff | 50 ~ 75 | 5 ~ 15 |
| 517/537 | M322 ~ M443 | Medium: furmazione media à dura cù alta forza di compressione è striscia abrasiva fina. | Mudstone Roccia scura scisto | 75 ~ 100 | 2 ~ 6 |
| 537/617 | M422 ~ M444 | Duru mediu: furmazione dura è densa cù alta forza di compressione è abrasività media. | Roccia scura Scisto duru Anidrite Sandstone Dolomite | 100 ~ 200 | 1,5 ~ 3 |
Bits Tricone dente d'acciaio Dimensione
| Taglie Regular | IADC ordinariu | Pin Reg API | Coppia di compensazione (Nm) |
| 3 7/8" (98,4 mm) | 126/216/637 | 2 3/8 | 4100 ~ 4700 |
| 4 5/8 "(117,4 mm) | 126/216/517/537/637 | 2 7/8 | 6100 ~ 7500 |
| 5 1/4 "(133,3 mm) | 126/216/517/537/637 | 3 1/2 | 9500 ~ 12200 |
| 5 5/8 "(142,8 mm) | 126/216/517/537/637 | 3 1/2 | 9500 ~ 12200 |
| 5 7/8" (149,2 mm) | 126/216/517/537/637 | 3 1/2 | 9500 ~ 12200 |
| 6" (152,4 mm) | 126/127/216/517/537/617/637 | 3 1/2 | 9500 ~ 12200 |
| 6 1/4 "(158,7 mm) | 126/127/216/517/537/617/637 | 3 1/2 | 9500 ~ 12200 |
| 6 1/2 "(165 mm) | 126/127/216/517/537/617/637 | 3 1/2 | 9500 ~ 12200 |
| 7 1/2 "(190 mm) | 126/216/517/537 | 4 1/2 | 16300 ~ 21700 |
| 7 5/8" (193 mm) | 126/216/517/537 | 4 1/2 | 16300 ~ 21700 |
| 7 7/8 "(200 mm) | 126/216/517/537 | 4 1/2 | 16300 ~ 21700 |
| 8 1/2 "(215,9 mm) | 117/127/217/437/517/537/617/637 | 4 1/2 | 16300 ~ 21700 |
| 9 1/2 "(241,3 mm) | 117/127/217/437/517/537/617/637 | 6 5/8 | 38000 ~ 43400 |
| 9 7/8 "(250,8 mm) | 117/127/217/437/517/537/617/637 | 6 5/8 | 38000 ~ 43400 |
| 10 5/8 (269,8 mm) | 117/127/137/217/517/537/617/637 | 6 5/8 | 38000 ~ 43400 |
| 11 5/8 (295,3 mm) | 117/127/137/217/517/537/617/637 | 6 5/8 | 38000 ~ 43400 |
| 12 1/4 "(311,1 mm) | 114/127/217/437/517/537/617/637 | 6 5/8 | 38000 ~ 43400 |
| 13 5/8" (346,0 mm) | 127/217/517/537/617/637 | 6 5/8 | 38000 ~ 43400 |
| 14 3/4 "(374,6 mm) | 127/217/517/537/617/637 | 7 5/8 | 46100 ~ 54200 |
| 17 1/2 "(444,5 mm) | 114/115/125/215/515/535/615/635 | 7 5/8 | 46100 ~ 54200 |
| 26" (660,4 mm) | 114/115/125/215/515/535/615 | 7 5/8 | 46100 ~ 54200 |
Note per l'usu di punte a rulli:
1 .Prima chì u drill bit hè falatu, hè necessariu di cunfirmà chì u fondu di u pozzu hè pulitu, liberu di grit, è ùn hè micca caduta di metalli.
2. Verificate s'ellu a vite di cunnessione di u filu di u bit di u roller cone hè intacta è a bocca hè stallata bè.
3. Run in pirtusu ci vole à esse stabile, evitari stress è impedisce drilling.
4. L'ultima articulazione hà bisognu di un grande spustamentu per inizià a tavola rotativa è mantene a reaming à u fondu di u pozzu., lavate cumplettamente u pozzu per impediscenu chì i detriti sguassate u nozzle.
5. A forma di u pirtusu di fondu deve esse ligeramente pressatu è lentamente turnatu in cuntattu cù u fondu di u pozzu, a pressione di smalldrilling, a bassa velocità, u grande spustamentu, u picculu torque, è a vitezza hè 40 ~ 60 rev / min, almenu 30. minuti.
6. Determinate u pesu nantu à u bit è a veloce in cumminazione cù e cundizioni attuali di a furmazione.
7. Durante a perforazione in avanti, l'operazione deve esse liscia, l'alimentazione di perforazione deve esse uniforme, hè strettamente pruibitu di alzà è di liberazione di u drill sharply, drill string ùn hè micca bè frenatu è drill string free fall.
8. S'ellu si trova chì u drill bit cessà di fà u prugressu, a pressione di a pompa aumenta è diminuite ovviamente, u ritmu di penetrazione hè subitu diminuitu, è u torque hè aumentatu, alzà u drill per verificà senza ritardu.
| Quantità minima d'ordine | N/A |
| prezzu | |
| Dettagli di imballaggio | Pacchettu di Consegna Standard di Esporta |
| Tempu di consegna | 7 ghjorni |
| Termini di pagamentu | T/T |
| Capacità di furnimentu | Basatu nantu à l'ordine detallatu |





